

JB/T 10530-2005 氧气用截止阀 (Globe valves for oxygen)
前 言
本标准是首次制定,其主要内容有:
— 制定了有关订货要求,作为采购、咨询等方面的指南:
— 规定了结构型式和参数;
— 对氧气用截止阀的结构设计、材料选用等作了规定;
— 规定了零部件经脱脂处理后的含油量检查方法检验和试验方法;
— 规定了氧气用截止阀的标志、包装和贮存;
— 对氧气用截止阀的安装、操作和维护做了规定。
本标准的附录A为资料性附录,附录B为规范性附录
本标准由中国机械工业联合会提出。
本标准由全国阀门标准化技术委员会(SAC/TC1 88)归口。
本标准起草单位合肥通用机械研究所、杭州华惠阀门有限公司、上海市通用机械技术研究所、浙江迎日阀门制造有限公司。
本标准主要起草人:黄明亚、王晓钧、陈立龙、张明、陈卫平、孔彪龙、叶勤、廖秀和。
JB/T 10530-2005
氧气用截止阀
1 范围
本标准规定了氧气用截止阀的术语定义、订货要求、结构型式和参数、技术要求、检验和试验、订货要求、标志、包装和贮存、安装、操作和维护等要求。
本标准适用于公称压力PN16-40,公称尺寸。N15-500,温度-400℃ -150℃的法兰连接氧气管路用截止阀〔以下简称阀门)。
氮气、氢气等相关气体用阀门也可参照使用。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1220-1992 不锈钢棒
GB/T 1047 管道元件—DN(公称尺寸)的定义和选用(GB/T1047-2005,ISO 6708:1995,IDT)
GB/T 1048 管道元件—PN(公称压力)的定义和选用(GBIT1048-2005,ISOICD7268:1996,IDT)
GB/T 4622.3-1993 缠绕式垫片技术条件
GB/T 9113.1-2000 平面、突面整体钢制管法兰
GB/T 9113.2-2000 凹凸面整体钢制管法兰
GB/T 12220 通用阀门标志
GB/T 12221 金属阀门结构长度(GB/T1 2221-2005,I SO5 752:1982,MOD)
GB/T 12225 通用阀门铜合金铸件技术条件
GB/T 12230 通用阀门奥氏体钢铸件技术条件
GB/T 13808 铜及铜合金挤制棒
GB 16912-1997 氧气及相关气体安全技术规程
JB/T 308 阀门型号编制方法
JB/T 5300 通用阀门材料
JB/T 7928 通用阀门供货要求
JB/T 8859 截止阀静压寿命试验规程
QB/T 3625 聚四氟乙烯板材
QB/T 3626 聚四氟乙烯棒材
3 术语和定义
下列术语和定义适用于本标准。
旁通 by-pass
用于连接阀门进口和出口的装置。
酸洗 acid cleaning
将阀门零件浸泡在特定配制的溶液中,使金属表面露出金属光泽的过程。
脱脂处理 unoil treatment
用丙酮、酒精或其他无机非可燃清洗剂等脱脂溶剂去除零件表面油污的处理过程。
4 结构型式和参数
4.1 结构型式
阀门的典型结构型式,如图1、图2所示。

4.2 型号
阀门型号由大写汉语拼音字母和阿拉伯数字组成,表示方法如下:
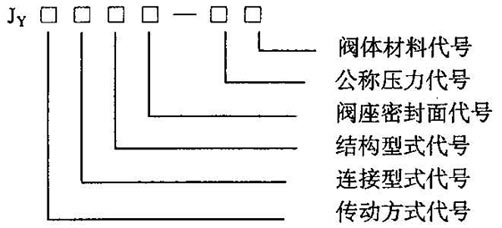
注:“Jy”为氧气用截止阀阀门类别代号,其余代号按JB/T 308的规定。
4.3 参数
4.3.1 阀门公称压力按GB/T 1048的规定。
4.3.2 阀门公称尺寸按GB/T 1047的规定。
4.3.3 阀门的连接型式为法兰,法兰连接尺寸按GB/T 9113.1和GBIT 9113.2的规定,或按订货合同的要求。
4.4 结构长度及偏差
阀门的结构长度及偏差按GB/T 12221的规定或按订货合同的要求。
5 技术要求
5.1 总则
51.1 氧气用截止阀的设计和制造应符合GB16912的有关要求。
5.1.2 氧气截止阀的阀杆应设置有上密封结构,并应设计为防转动结构,以保证阀瓣随其升降过程中不产生旋转摩擦。
5.1.3 阀杆的外露部分应有保护措施,以防止灰尘和油污等的污染,并有明显的“禁油”标记。
5.1.4 内腔的流道表面应光滑、流畅,流道各处截面积应不小于阀门的公称尺寸面积。
5.1.5 阀瓣的开启高度应不小于114阀座内径。
5.1.6 阀门应设计有明显的开度指示,手轮上应有“开一关”方向的字样及箭头。
5.1.7 在阀门的端法兰上应备有导电螺栓孔,使螺栓连接导线良好接地,以防静电。
5.1.8 支架轴承的润滑应采用氟化脂润滑剂。
5.1.9 对于公称尺寸DN>150的阀门,在结构上应设置旁通装置,并有明显的流向标志。
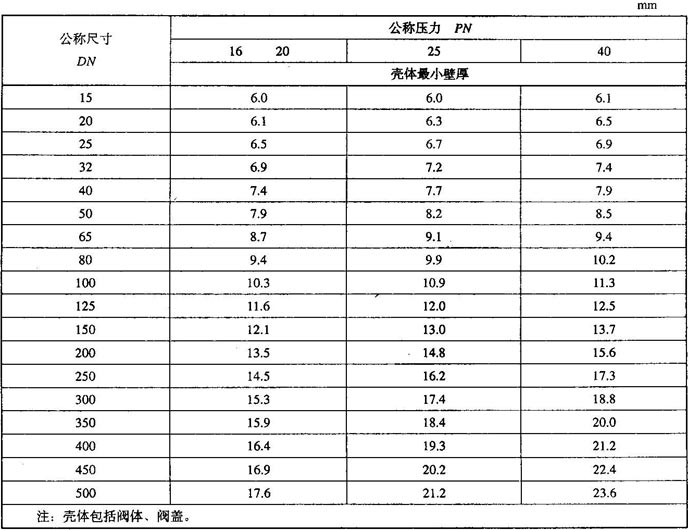
5.2 壳体壁厚
壳体材料选用奥氏体不锈钢材料时,其最小壁厚按表1的规定:壳体材料采用铜合金时,其壁厚由设计计算确定。
表1壳体最小壁厚
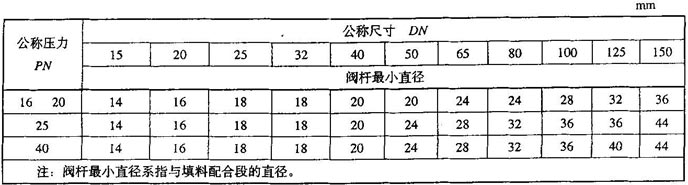
5、阀杆直径
对于公称尺寸DN≤150 的阀门,其阀杆最小直径按表2的规定:DN>150 的阀门,阀杆直径由设计计算确定。
表2阀杆最小直径
5.4 材料
5.4.1 阀门材料的选用按表3的规定,如订货合同另有规定,按订货合同要求。
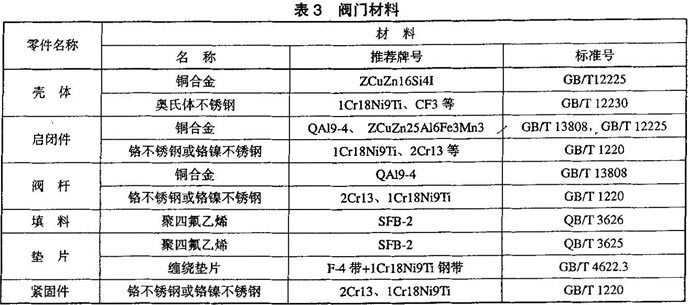
5.4.2 材料的化学成分和力学性能等应符合相关材料标准的规定,主要承压元件毛坯必须具有材料化学成分及力学性能报告。
5.4.3 密封面采用本体材料或堆焊硬质合金,如订货合同另有规定,按订货合同要求。
5.4.4 其他材料按JB/r 5300的规定。
5.5 脱脂处理
对整台阀门的全部零部件(含工装、工具)必须进行彻底的脱脂清洗处理。清洗剂用丙酮、酒精或其他无机非可燃清洗剂等脱脂溶剂。清洗方法采用浸渍和擦洗相结合,浸渍时间不小于15min,擦洗采用白色非棉制布。脱脂处理后应对零部件表面的油及油脂残留量进行检查。
6 检验和试验
6.1 总则
阀门的检验和试验至少应包括以下内容,如订货合同另有规定,按订货合同要求。
a) 铸锻件的外观和酸洗检验;
b) 零部件的脱脂处理检验;
c) 使用非破坏性检验工具和方法,对装配过程中的阀门进行检验和压力试验。
6.2 表面处理
铸锻件外表必须进行彻底的酸洗处理,直至露出金属本色。
6.3 压力试验
6.3.1 一般要求
6.3.1.1 用液体试验时,应将体腔内的空气排净。
6.3.1.2 用气体试验时,应有相应的安全保护。
6.3.1.3 壳体试验前,阀门不得涂漆或涂有其他可以掩盖孔隙、气孔、砂眼等表面缺陷的涂层。
6.3.1.4 壳体试验应在装配前进行。
6.3.1.5 密封试验时,在阀门两端不应施加对密封面泄漏有影响的外力。关闭阀门的操作力矩不得超过阀门关闭力矩的1.2倍。
6.3.2 试验介质
6.3.2.1 壳体试验的介质为不含油的洁净水或无油干燥的氮气或空气。
6.3.2.2 密封试验和上密封试验的介质为无油干燥的氮气或空气。
6.3.3 试验压力
6.3.3.1 液体壳体试验压力为阀门公称压力的1.5倍。
6.3.3.2 气体介质的壳体试验压力为公称压力的1.1倍,或按订货合同的规定。
6.3.3.3 密封试验压力和上密封试验压力为公称压力的1.1倍。
6.3.4 持续时间
对于各项试验,保持试验压力的最短持续时间按表4的规定。